pacing: 0.544px; text-align: justify; background-image: initial; background-position: initial; background-size: initial; background-repeat: initial; background-attachment: initial; background-origin: initial; background-clip: initial; box-sizing: border-box !important; overflow-wrap: break-word !important;">
6、数控刀片的精度等级
常见刀具材料有高速钢、硬质合金、涂层硬质合金、陶瓷、立方氮化硼和金刚石等。
加工工件材料的类型主要有:钢P、不锈钢M、铸铁K、有色金属N、优质合金S、淬硬材料H。
数控刀片的精度等级: 例如型号CNMG120408,第三个字母M表示刀片的制造精度。
分深:硬质合金涂层刀片可以用于干切削,这类工作方式影响深远
8、表面加工分为三大类:表面改性,表面镀膜,表面处理
涂层概念:在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方法涂覆一薄层耐磨性好的难熔金属或非金属化合物
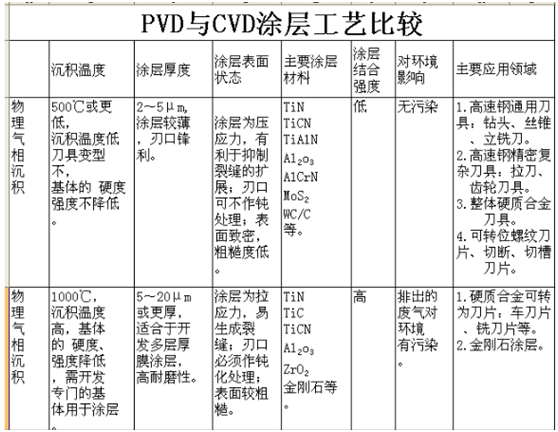
作用:涂层刀具具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦系数小和热导率低等特性,切削时可比未涂层刀具提高刀具寿命3~5倍以上,提高切削速度20%~70%,提高加工精度0.5~1级,降低刀具消耗费用20%~50%。
目前生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法
1、数控刀具的分类;
车削刀具
铣削刀具
钻削刀具
工具系统
2、刀具的结构包括:刀体、刀片和夹紧机构
夹紧机构主要的方式包括S类螺钉、P类杠杆、N类双重坚固(用于粗加工或是要求稳定的精加工)

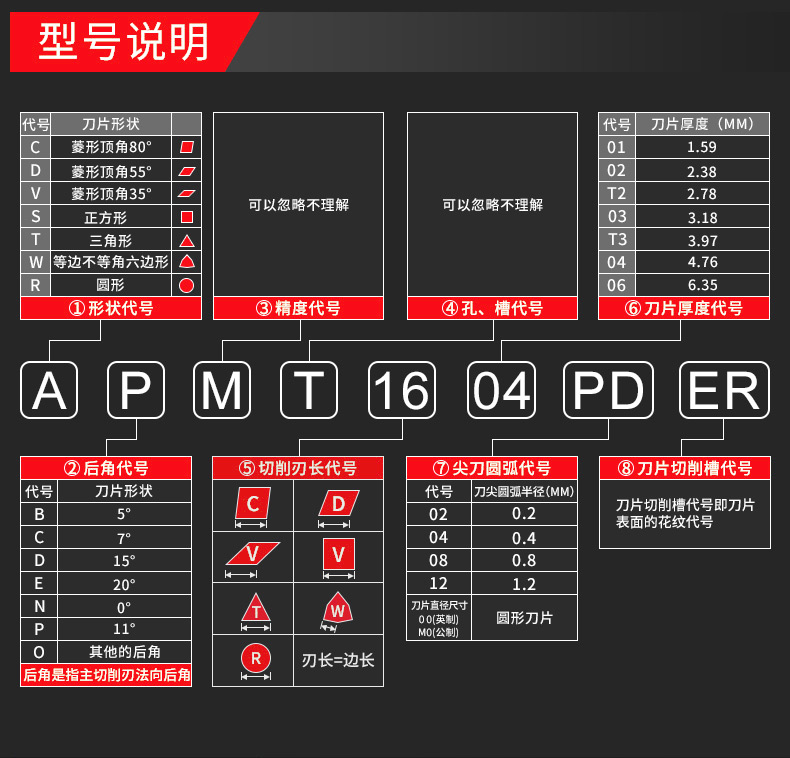
3、刀片的形状(以下是几类常见的型号)
C 80°菱形
D 55°菱形
V 35°菱形
K 55°平行四边形
R 圆形
S 90°正方形
T 60°正三角形
W 80°六角形
4、槽形
断削槽的意义是什么?
使切削能按预先设定的方式,进行卷曲流动和折断。使其形成可接受的良好屑形,从而实现对切屑的有效控制与材质优化。有效控制刀具锋利程度,以保证刀具的耐磨性能,切削力和刀尖强度达到最佳效果。
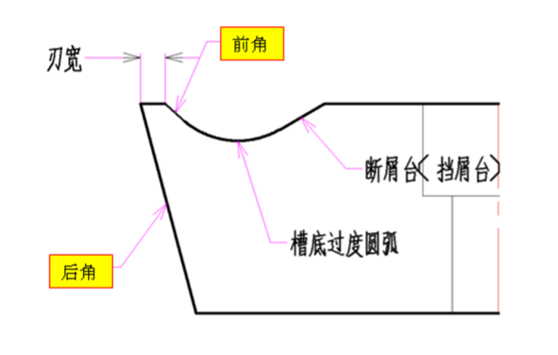
断屑槽的形状如下图
后角和前角一定的情况下刀片的锋利程度山宽来决定。
锋利和强度两个要素是矛盾的,设计时要找到这两点间最佳的结合点。
5、 数控刀片的分类
按材料分为以下几大类
1)硬质合金数控刀片
2)硬质合金涂层刀片
3)金属陶瓷刀片
4)非金属陶瓷刀片
5)超硬刀片
本文共分
1
页
 中文
中文  English
English